07/10/2025
Dlaczego przekładnie nie są takie same — nawet przy tych samych wymiarach zewnętrznych
Zrozumieć ukryte różnice w zdolności przenoszenia mocy
Na rynku silników porównania zaczynają się od liczb — moc, liczba biegunów, klasa sprawności, wielkość.
W przypadku przekładni (reduktorów) sprawa jest trudniejsza. Liczą się nie tylko wymiary montażowe czy wygląd (niektórzy patrzą wyłącznie na średnicę wału wyjściowego — czy auta porównujemy po średnicy opon?), lecz zdolność przenoszenia mocy, czyli service factor (SF).
Część kupujących kieruje się wyłącznie wymiennością wymiarów, zakładając, że identyczna podstawa, flansza lub wał oznacza identyczne osiągi. To niebezpieczny błąd.
Dwie jednostki mogą pasować montażowo, a jednak mieć zupełnie inną zdolność przenoszenia momentu, trwałość i sprawność.
Gdy identyczne kształty skrywają różną wytrzymałość
Masa przekładni wiele mówi — większa masa to zwykle grubsze koła zębate, większe/liczniejsze łożyska i sztywniejsza obudowa. To jednak dopiero początek.
Klucz tkwi w filozofii projektowania kół zębatych i kompromisach logistycznych.
Kompromis narzucony przez logistykę
Aby uprościć logistykę, wielu producentów europejskich — na wzór lidera rynku — zminimalizowało liczbę kodów części.
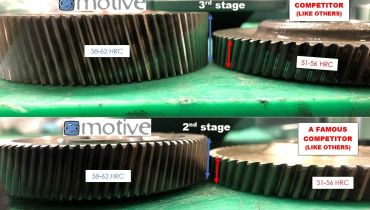
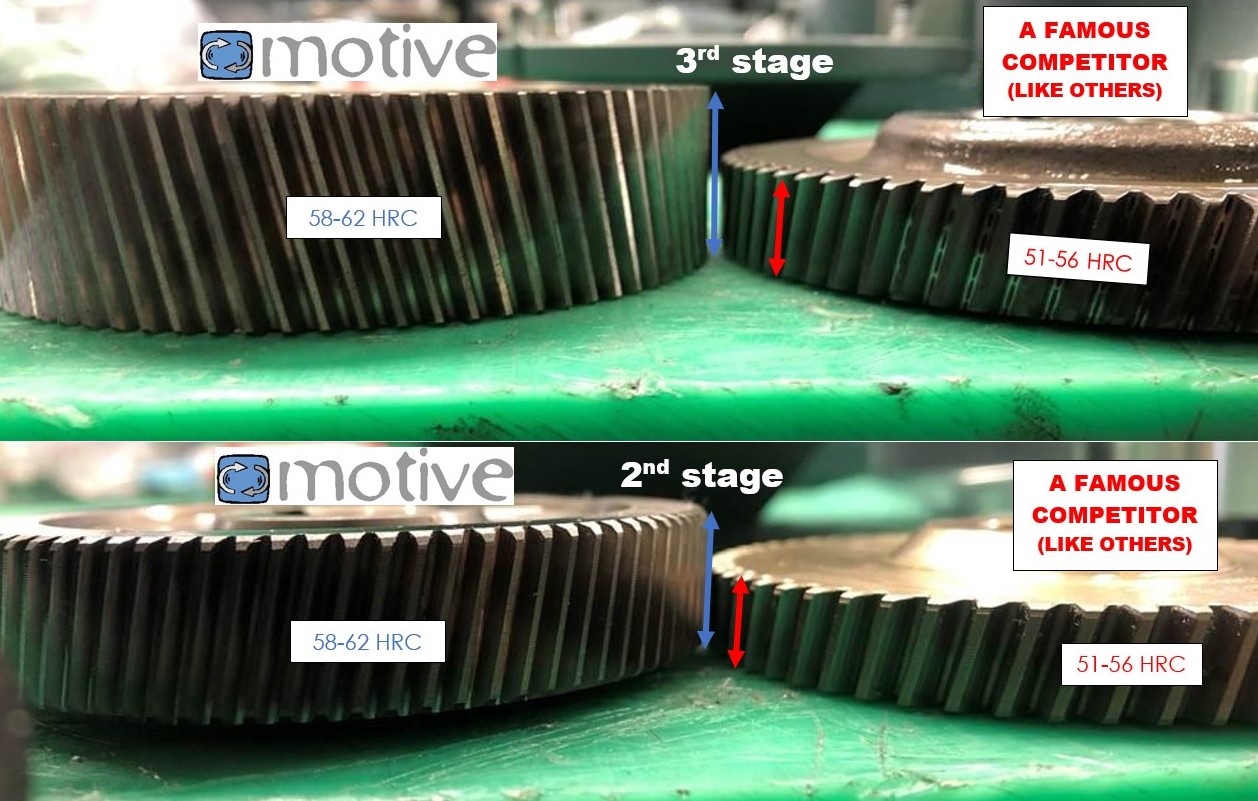
W trzystopniowych przekładniach ujednolicono 2. i 3. stopień (cztery największe koła) dla wielu przełożeń i wielkości.
To pozwoliło utrzymywać mniej modułów wstępnie zmontowanych. Dla zewnętrznych centrów montażu wydawało się to wygodne; pojawiła się jednak pokusa pomijania prób końcowych.
Cena ukryta: maksymalny przenoszony moment/moc ogranicza najsłabszy stopień — powstają wąskie gardła, a SF zmienia się nierównomiernie.
Dwa wykresy
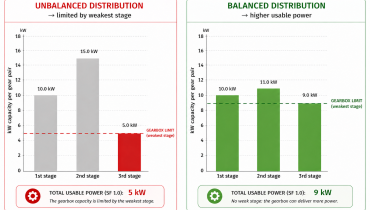
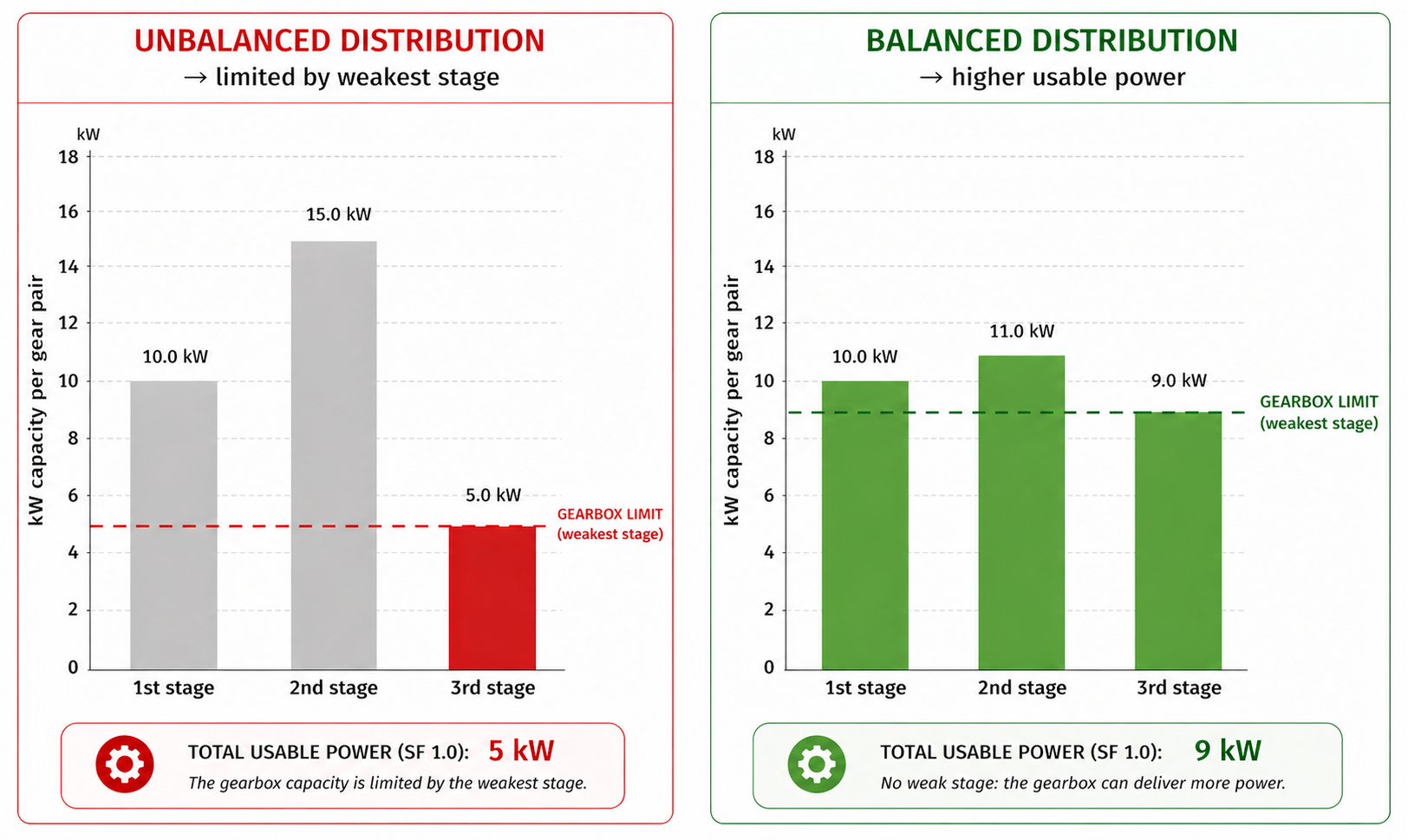
W obu wykresach średnia kW trzech stopni jest taka sama, inny jest rozkład.
W pierwszym rozkład jest zły, bo żądane przełożenie buduje się przy minimalnej liczbie kodów kół w 2. i 3. stopniu.
5 kW to maksimum 3. stopnia przy SF 1; zatem 5 kW to maks. zdolność całej przekładni przy SF 1.
W drugim — dzięki właściwym kołom dla stopni 2/3 — rozkład jest optymalny.
Wynik: 9 kW to maks. zdolność przekładni przy SF 1.
Fałszywa obietnica uproszczenia magazynu
Paradoksalnie, cel nie został osiągnięty: centra montażowe trzymają więcej komponentów — korpusów, flansz, wałów, łożysk — w podzespołach.
Dzisiejsze narzędzia cyfrowe pozwalają to rozwiązać bez utraty integralności mechanicznej.
Dlaczego przekładnie z Chin są tak tanie
Wielu producentów chińskich skopiowało ten projekt — ten sam wygląd, te same przełożenia, te same dane zazębienia — uzyskując duże efekty skali.
Granica tej koncepcji: efektywność produkcji kosztem zdolności mocy, nie tylko przez wąskie gardła w 2./3. stopniu.
Ekonomia części i procesów stała się priorytetem — do tego stopnia, że widzieliśmy montaż kół stożkowych „na ucho” lub „na wyczucie”, bez przyrządów pomiarowych.
Różnica „Motive-ated”
Motive wybiera inną drogę.
Projektujemy własne geometrie z optymalnymi danymi zazębienia, aby maksymalizować pojemność i trwałość.
Równo rozdzielamy obciążenie między stopnie, korzystając z większej i zoptymalizowanej puli kombinacji kół.
Stosujemy wały z wpustem zamiast tańszego pasowania wciskowego, co umożliwia montaż/demontaż/ponowny montaż.
Łączymy dane między ERP a MotiveLab, automatycznie tworząc BOM.
Każdy MotiveLab ma stanowiska testowe monitorujące sprawność, ubytki oleju, prędkość i obecność wszystkich wpustów.
Naszym celem nie jest naśladowanie, lecz przewyższanie.
Dziś możemy śmiało stwierdzić, że przy tych samych wymiarach zewnętrznych serie ROBUS, STON i ENDURO należą do przekładni o najwyższej nośności na rynku.